
Our vast experience provides a broad range of inspection capabilities from general nondestructive
examinations to specialized component inspection services using a variety of NDE techniques.
Scroll down or use the dropdown menu at the top of the page (Techniques) to read more about the different techniques.
Ultrasonic Testing
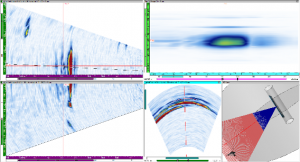
Inspection with Zetec’s UltraVision software
We routinely apply several different types of ultrasonic techniques in order to optimize detection
and sizing performance.
Ultrasonic sound, generally generated by piezo-electric crystals, is used to perform volumetric
inspections, such as thickness measurement and detect and size defects in materials. Various
modes of sound propagation and methods of signal processing provide volumetric information
to the inspector.
Methods such as Back Scattering, Time Of Flight Diffraction (TOFD) and Phased Array with or
without Total Focusing Method – Full Matrix Capture are commonly used by us.
Our unique capability to design and manufacture ultrasonic & eddy current probes allows us to
combine several types of ultrasonic transducers in a single package, as well as combine the UT
abilities with other inspection techniques.
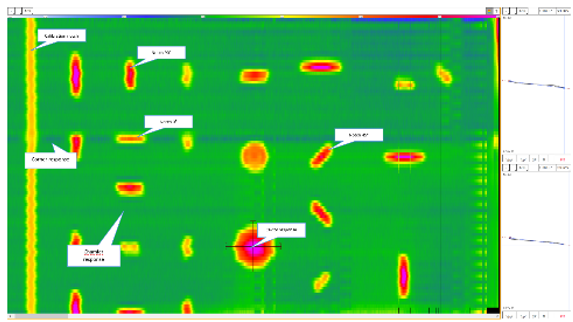
Eddy Magnifi software
Eddy Current Testing
Eddy Current methods are used for detection of cracks and irregularities on the surface of
conductive materials. The method is very sensitive for detection of cracks where the opening to
the surface is very small, i.e. very tight. We use Eddy Current Arrays to be able to adapt to specific
geometries and surfaces and to significantly reduce inspection time.
Our unique capability to design and manufacture Ultrasonic and Eddy Current Probes allows us
to combine several types of transducers in a single package, as well as combine the ET/EC abilities
with other inspection techniques.

Should a detected indication need characterization (i.e. scratch or crack) and/or sizing; methods such as Eddy Current or the WesDyne Sweden Replica technique A-VT can be applied.
Remote Visual Testing
In our tooling inventory, we employ a large number of qualified camera systems and tools for
different inspection applications. Laser modules are commonly used for providing references in
order to size and measure foreign objects and indications. Camera handling and positioning can
be performed by submarines, mechanized platforms or manually (using e.g. handling poles),
depending on needs.
We have extensive experience in Visual Inspection/Testing (VT) in Nuclear Power Plants; both
Boiling Water Reactors (BWR) and Pressure Water Reactors (PWR) and we routinely perform
virtually all kinds of visual inspections of internal components of the Reactor Pressure Vessel.
In addition to standard visual inspections, WesDyne has developed and qualified a generic visual
inspection procedure (VT-01) for use at Swedish nuclear power plants. The development was made
in close collaboration with the Swedish nuclear industry and power plants. The VT-01 procedure
allows for reliable detection of cracks down to a width of 20 µm and a length of ≥5 mm.
View and download product flysheet (pdf)
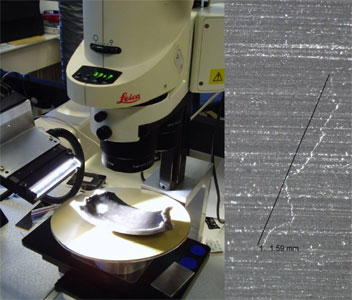
Replica Molding
Replica Molding
The Replica Molding Technique (RMT) used by WesDyne has been developed to deliver fast and
accurate surface inspections, both submerged and in open air. The technique enables detection,
characterization and length of surface breaking defects with very high accuracy.
In the Swedish nuclear industry, RMT is a validated and qualified method for detection,
characterization and length sizing of 3 µm wide and 1.5 mm long surface breaking defects.
Additionally, the technique is used for profile measurements and modelling of the resulting replica
using 3D laser scanning. Unlike other surface inspection techniques, RMT is not affected by complex
object geometries, under water challenges or radiation levels.
However, a major benefit is the rather short preparation and mobilization time required for the
complete RMT system to be ready for inspection.
View and download product flysheet (pdf)
Penetrant testing technique
Penetrant Testing
Penetrant Testing (PT) is used to find surface breaking defects. PT inspection is suitable for a wide
variety of materials.
This method makes use of the capillary action principle. A liquid dye with low viscosity is applied
to the test piece. Due to its low viscosity, it penetrates into surface-breaking discontinuities. After
allowing adequate penetration time, the excess penetrant liquid is rinsed off. After drying, a
developer is applied. The developer reveals the penetrant dye in the defect, making it visible for the
inspector.
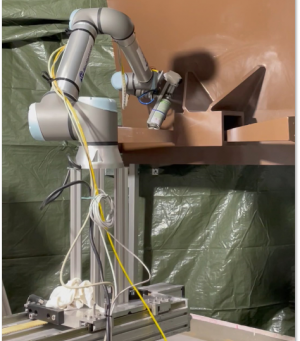
Penetrant Testing is a widely used process to detect surface breaking defects. WesDyne has a proven
portfolio of projects making this manual process mechanized and remotely operated.
Click here to view Video of PT robot.
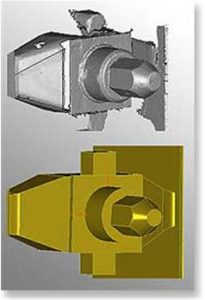
Top – An underwater scan of bolt assembly Bottom – Same bolt as a fully-measurable CAD file
3D Surface Measurement
WesDyne has extensive knowledge of three-dimensional (3D) measurement and inspection of
components in the nuclear industry. Using internally developed equipment as well as customized
field-ready scanners we have developed methods and algorithms for data collection and evaluation.
3D imaging is a very accurate method for collecting data on a certain components actual dimensions,
instead of relying on as-built drawings which may or may not be representative of the actual geometry.
Some of the benefits are:
Accurate measurement tool; even for complex/ variable surfaces.
Covers smaller and larger volumes, without tooling re-design.
Allows for rapid CAD-modeling of object being measured
– useful for applied tooling design (such as EDM-/repair tools).
Cycle-to-cycle characterization and tracking indications.
Model and track component degradation over time using comparative software.

Camera view of remote operated PT inspection
Other Techniques
Beside UT, ET, VT, Replica Molding (RMT), Penetrant Testing and 3D Surface Measurement
techniques, we also have capabilities and personnel with SS-EN ISO 9712 and/or ASNT
certificates within PT testing.
These methods are something we use both manually and together with remote operated
manipulators in many industries. Mechanized PT inspections have been especially valuable
to many of our customers in combination with repair activities.