At WesDyne we specialize in standard and custom-made In-Service Inspections (ISI) of all reactor
types in nuclear power plants.
Inspect-Detect-Protect
Our team of highly trained and experienced personnel are experts at inspecting the internal parts
of the reactor, the vessel itself and its surrounding systems. We understand the importance of safety
and reliability when it comes to nuclear power, which is why we develop and use state-of-the-art
technology and techniques to ensure that our inspections are as thorough and accurate as possible.
Trust us to provide you with the peace of mind that comes with knowing that your nuclear
power plant is being inspected by the best in the business.
Contact us today to learn more.
PWR Vessel Inspections
Our reactor vessel in-service inspection (RVISI) program is designed to meet the requirements for
reactor vessel volumetric and visual examinations per ASME Sections V and XI requirements, as
modified by 10CFR50.55a and PDI implementation of ASME Appendix VIII with supplements
2, 4, 5, 6, 7, 10, and 14 of Section XI.

The reliable industry proven examination systems allow for a complete inspection of a typical four
loop PWR vessel in four days or less. WesDyne’s specialized tooling and procedures can inspect
nozzles without removing the fuel or core support barrel from the vessel and with minimum use of
the equipment hatch and polar crane.
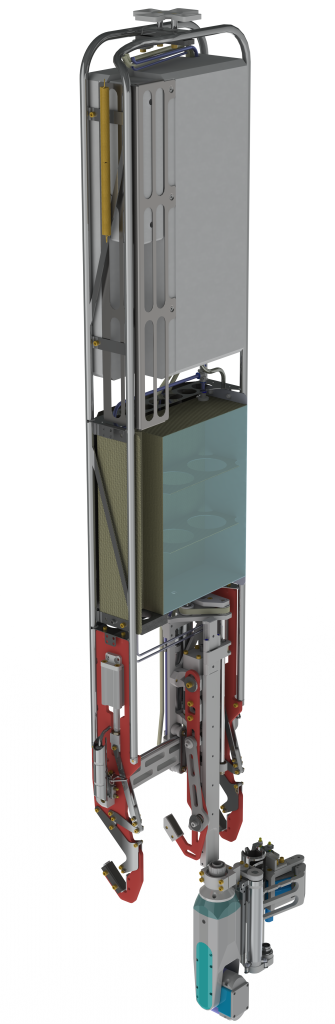
Our SUPREEM (Submersible Platform with ROSA End Effector Motion) tooling system
is used to examine PWR vessels. It uses an efficient, compact, and lightweight design along with a
modular construction to make setup and take down quick and easy. The SUPREEM inspection
techniques are qualified in accordance with ASME Section XI, Appendix VIII, PDI.
Why Choose Us?
- Most field experience with ASME Section XI, Appendix VIII, and Performance Demonstration
Initiative (PDI) Examinations - Industry proven examination systems that allow simultaneous maintenance operations and
that can complete a ten year in-service inspection of a typical four loop PWR vessel in four days or less - Most reliable products engineered for accuracy such as self-centering multipurpose scanners that
are preprogrammed with an examination plan and use an interactive 3D model as a visual reference - Specialized tools and procedures that can inspect nozzles without removing the fuel or core
support barrel from the vessel and with minimum use of the equipment hatch and polar crane - Remote control systems that can transport and lock devices into inspection locations
- Remotely Operated Submersible Apparatus (ROSA™) that has six axes of motion and an
excellent history for reliability and versatility
Reactor Head Inspections
Providing comprehensive, reliable inspection of RV Heads with highly detailed results and low 
dose rates, our reactor vessel head penetration examination program is designed to meet the
provisions of the ASME Code Case N-729-1, as modified by 10CFR50.55a, September 10, 2008.
We provide ultrasonic and eddy current techniques and tooling for under-the-head inspection
of reactor vessel penetrations.
Our remotely operated manipulators are used to deliver a variety of end effectors, depending
on the head type, penetration configuration and specific inspection requirements. The
IntraSpect™ system is used for data acquisition and analysis. We also provide the latest
technology to meet visual inspection requirements looking for indication of boric acid
deposits surrounding the top and bottom head penetration tubes.
PWR Type Reactor Head Penetration Inspection
Reactor Vessel Nozzle Dissimilar Metal Weld Inspections
Pressurized water reactors with dissimilar metal, nozzle safe end welds, which are susceptible
to primary water stress corrosion cracking (PWSCC), are required to have those welds
examined with increased frequency unless mitigative actions are taken. Requirements for
these examinations are specified in ASME Section XI, Code Case N-770-1 as modified by
10CFR50.55a.
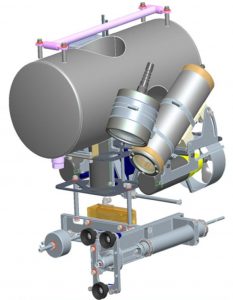
Our SQUID™ (SUPREEM eQuivalent Ultrasonic Inspection Device) scanner tool was
designed specifically for examination of reactor vessel nozzle safe end welds, and as such,
provides an alternative for when the balance of the reactor vessel does not require inspection.
Designed with safety, reliability and efficient operation in mind, SQUID™ incorporates
features which allow the examination to be performed quickly (less than one shift), with
minimal impact on other plant maintenance activities.
PWR Type Nozzle Inspection System SQUID
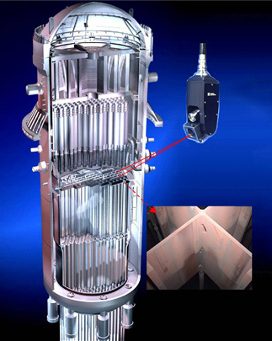
MRP-227 / Baffle Bolt Inspections
We offer a complete line of inspection capabilities associated with long term management
of the reactor vessel internals established through the Materials Reliability Program
(MRP-227-A) guidelines. Our inspection capabilities focus on the lower reactor vessel
internal region utilizing ultrasonic (UT), visual (VT-3) and enhanced visual (EVT-1)
inspection techniques.
UT is used to inspect the baffle-to-former bolts to determine bolt integrity. The latest
generation of our MIDAS mini-submarine fleet is used to deliver the UT transducer to
each bolt. The VT-3 visual examination technique is used to inspect the baffle edge bolts,
baffle plates and thermal shield flexures to determine the general condition of the
component.
The VT-3 exams are performed using radiation tolerant cameras. An EVT-1 technique is
used to inspect the various core barrel circumferential welds to identify evidence of cracking.
The Westinghouse team also provides capabilities in engineering analysis and repair
technologies to support the MRP-227A program.
PWR Type Reactor Internals Inspection MRP-227-A
BWR Inspections
Over the years, Westinghouse has developed an extensive expertise within the field of
BWR in-vessel inspections. The below links provide information on some of
the tailored tooling developed for BWRs from various manufacturers such as ASEA,
ATOM and GE.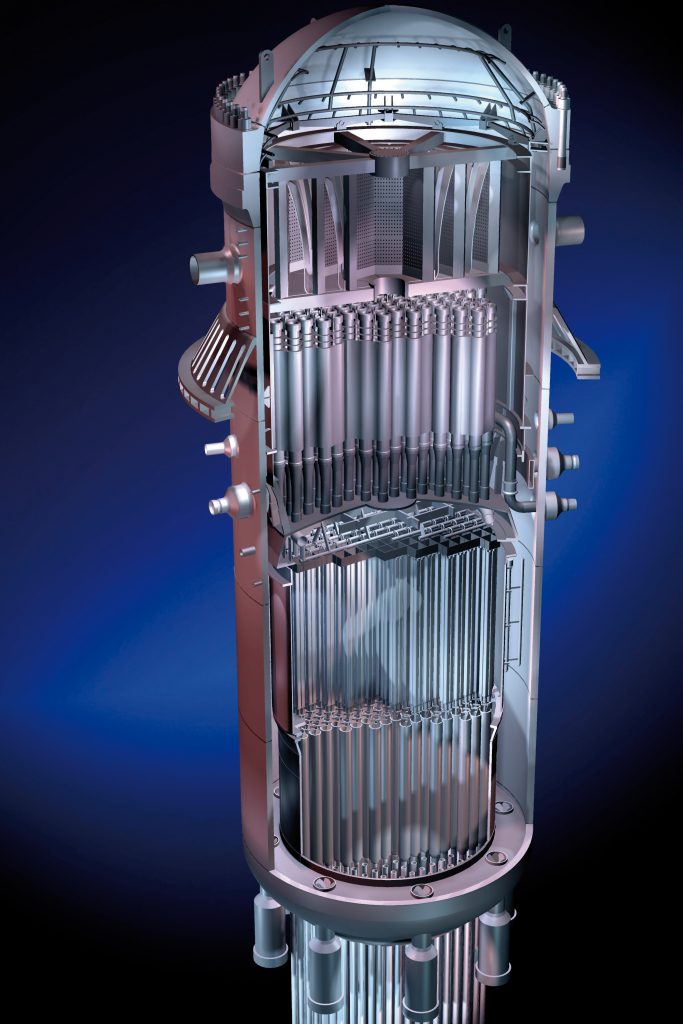
Submersible Visual Inspection Platform
Submerged Independent T-Crawler
Submarine for Nozzle Inspection
NEMO Shroud Support Inspection System
BWR Type Multi-axis Core Shroud Inspection
BWR Type Jet Pump Assembly Inside Inspection
BWR Type In-Vessel Inspection Tooling
BWR Type Internal Core Spray Inspection System
BWR Type Core Shroud Inspection
BWR Type Access Hole Cover Inspection Tool
Remote Visual
In our tooling inventory, we entertain a large amount of qualified camera systems
and tools for different inspection applications.
 Laser modules are commonly used for providing references in order to size and
Laser modules are commonly used for providing references in order to size and
measure foreign objects and indications.
Camera handling and positioning can be performed by submarines, mechanized
platforms or manually (using e.g. handling poles), depending on needs.
We have extensive experience in Visual Inspection/Testing (VT) in Nuclear Power
Plants, both Boiling Water Reactors (BWR) and Pressure Water Reactors (PWR),
and we routinely perform virtually all kinds of visual inspections of internal
components of the Reactor Pressure Vessel.
In addition to standard visual inspections, WesDyne Sweden has developed and
qualified a generic visual inspection procedure (VT-01) for use at Swedish nuclear
power plants. The development was made in close collaboration with the Swedish
nuclear industry and power plants. The VT-01 procedure allows for reliable
detection of cracks down to a width of 20 µm and a length of ≥5 mm. Should a
detected indication need characterization (i.e. scratch or crack) and/or sizing;
methods such as Eddy Current or the WesDyne Sweden Replica technique A-VT
can be applied.
Enhanced Visual Inspection VT-01
Inspection & Cleaning
We have a selection of inspection and cleaning tooling for nuclear environments.
Three of them are displayed in the links below.
BWR Type Bottom Inspection and Suction Tool (BEST)
Debris Suction Uptake Tool (DUST)
Submerged Surface Decontamination System